 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Introduction de la structure des trous de filière de tréfilage
Introduction de la structure des trous de filière de tréfilage
Introduction de la structure des trous de la filière de tréfilage
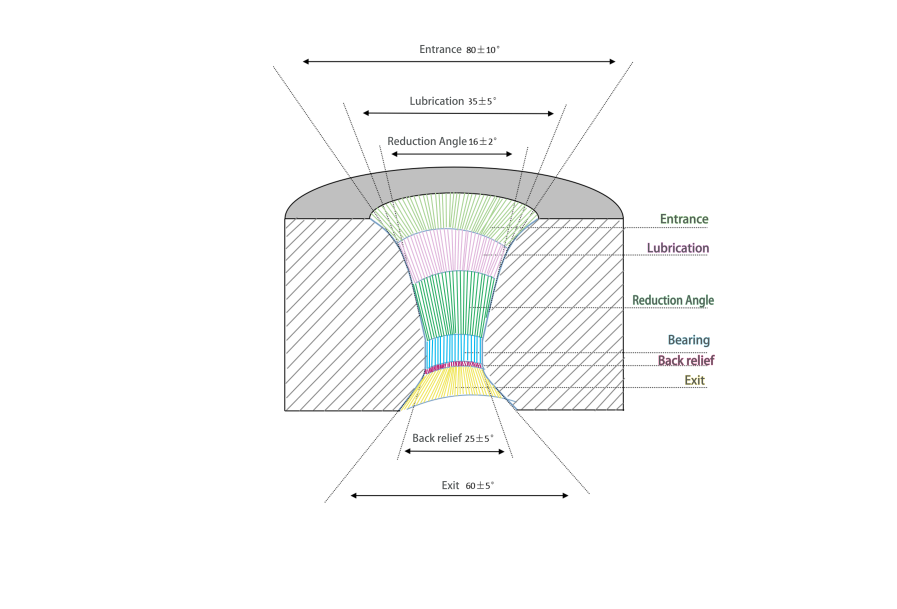
Zone d'entrée : Les matériaux de dessin entrent dans les matrices par cette zone. Généralement il s'agit d'un arc afin d'éviter de dessiner des matériaux rayés par les matrices.
Zone de lubrification: Elle est destinée au stockage du lubrifiant et à la lubrification du matériau d'étirage qui favorise un étirage en douceur.
Zone de réduction: Il s'agit d'une zone de déformation plastique pour l'emboutissage des métaux dont la dimension clé est la longueur et l'angle. Une longueur plus petite obligera l'étirage du métal à exercer plus de pression sur la zone de réduction. Cela augmentera considérablement la contrainte de traction et accélérera l'usure des matrices, ce qui influencera l'effet d'étirage. La longueur de la zone de réduction diffère selon le matériau d'étirage, le diamètre et la lubrification. Le principe de sélection est le suivant: 1) la longueur doit être plus courte lors du tréfilage d'un fil métallique mou par rapport au tréfilage d'un fil métallique dur; 2) la longueur doit être plus courte lors du tréfilage d'un fil de petit diamètre par rapport au tréfilage d'un fil de grand diamètre; 3) la longueur doit être plus courte lors de l'étirage humide par rapport à l'angle de la zone de réduction de l'étirage à sec: un angle plus grand augmentera la résistance à la traction et la dureté du matériau d'étirage tout en diminuant la flexion et la torsion. L'angle de la zone de réduction doit être plus petit lors de l'étirage de l'acier, tandis qu'il doit être plus grand lors de l'étirage des métaux non ferreux et du carbure.
Longueur du roulement: Le matériau de dessin obtient sa taille finale à travers longueur du roulement, La longueur du roulement diffère en termes de dureté, de section et de lubrification du dessin. matériel. Si la longueur du roulement est trop longue, cela augmentera la friction, ce qui augmentera la température de la matrice et influencera ensuite sa durée de vie. Cela augmentera également la contrainte de traction, ce qui entraînera une augmentation du taux de retrait et du taux de rupture lors de l'étirage ainsi que de la consommation de poudre; si la longueur du roulement est trop courte, les changements de roulement affecteront la taille finie sur le dessin.
Généralement 1) la longueur du roulement est plus courte lors de l'étirage d'un matériau métallique mou que lors de l'étirage d'un matériau métallique dur; 2) la longueur du roulement doit être plus courte lors du tréfilage d'un fil de petit diamètre par rapport au tréfilage d'un fil de grand diamètre; 3) la longueur du roulement doit être plus courte lors du dessin humide par rapport au dessin sec.
Relief arrière et sortie: La sortie est la dernière partie où le matériau de dessin sort des matrices. Il s'agit de protéger la longueur du roulement contre les fissures. La sortie ne doit pas être trop courte, sinon la sortie se briserait facilement ; Le soulagement arrière signifie que le métal d'étirage ne rayera pas la sortie et n'influencera pas la qualité du fil; lors du réglage des matrices, la partie pointue reliant la sortie et le roulement doit être rectifiée pour former un arc afin d'éviter que le fil ne soit rayé lors du passage à travers les matrices.

Fil Chine 2024
Nous serons présents à Wire China 2024 à Shanghai.
En savoir plusLe rôle des Matrices de toronnage solides et son application dans la production industrielle
LES Matrices de toronnage solides, c'est-à-dire les filières de toronnage solides, sont un outil indispensable et important dans l'industrie de la production de fils et de câbles. Je vais maintenant présenter le rôle des Matrices de toronnage solides et son application dans la production industrielle.
En savoir plusÀ propos des matrices de rasage
À propos de l'application des matrices de rasage
En savoir plus